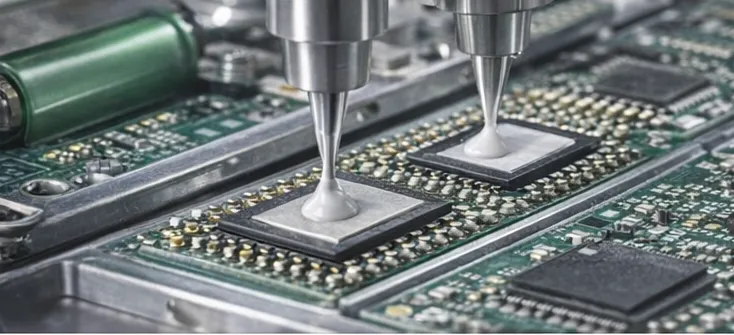
Die Attach Dispensing
Precision die attach adhesive dispensing for semiconductor packaging — conductive epoxy, silver-filled and thermally conductive die bond materials for IC, MEMS, power device and LED die attach.
Precision Die Attach Adhesive Dispensing for Semiconductor Packaging
Die attach is the foundational interconnect in nearly every semiconductor package — the bond that mechanically and often electrically connects the silicon die to its lead frame, substrate or heat spreader. While eutectic and solder die attach remain common for specific applications, adhesive die attach using silver-filled epoxy, thermally conductive non-conductive films and specialty formulations has become the dominant method across IC packaging, MEMS sensors, power devices and LED die bonding — prized for its lower processing temperature, stress-absorbing properties and compatibility with a wide range of die and substrate materials.
The dispensing challenge in die attach is achieving consistent bond line thickness and complete void-free coverage across die sizes ranging from sub-1 mm MEMS dies to 10+ mm power semiconductor dies — all while controlling the adhesive volume precisely enough that squeeze-out forms a clean fillet without bridging to adjacent dies on a multi-die substrate or contaminating wire bond pads. For power semiconductor applications, the die attach layer must also conduct heat efficiently away from the die, making bond line thickness control directly relevant to thermal performance and device reliability.
SANCO desktop visual dispensing machines and high-speed dispensers deliver the micro-volume accuracy, CCD vision alignment and pattern programmability needed for die attach dispensing across the full range of semiconductor package types and production volumes.
Why Die Attach Dispensing Demands Precision Across Diverse Package Types
Die attach dispensing must adapt to enormous variation in die size, substrate type and thermal requirement while maintaining consistent bond quality across every unit.
Bond Line Thickness Control for Thermal Performance
For power semiconductor die attach, bond line thickness directly determines thermal resistance between die and heat spreader. A BLT variation of just 10 µm can change junction-to-case thermal resistance by 5–10%, affecting device current rating and long-term reliability.
Pattern Scaling Across Die Sizes
A single assembly line may process dies from 0.5×0.5 mm sensor chips to 15×15 mm power modules. Each die size requires a different dispensing pattern — single dot, multi-dot array or cross pattern — calculated to deliver the correct squeeze-out coverage without excess flash.
Void-Free Coverage Under Large Dies
Large power device dies create extended flow distances during die placement squeeze-out. Incomplete adhesive flow leaves voids beneath the die centre that concentrate thermal and mechanical stress, leading to premature device failure under power cycling.
Multi-Die Substrate Bridging Prevention
Multi-chip modules and SiP substrates place dies as close as 0.2 mm apart. Dispensed adhesive volume and squeeze-out pattern must be precisely controlled to prevent bridging between adjacent die attach pads, which would short electrical isolation between dies.
Conductive vs Non-Conductive Material Selection
Silver-filled conductive epoxy is required where the die back-side serves as an electrical terminal; non-conductive or thermally conductive films are used where electrical isolation is required. Dispensing equipment must handle the differing viscosity and filler content of both material classes.
High-Throughput Lead Frame Strip Processing
IC assembly lines process lead frame strips with 20–100+ die sites per strip at rates of 3,000–8,000 units per hour. Dispensing cycle time per die site must be under 0.5 seconds while maintaining positioning accuracy across the full strip.
Key Capabilities for Die Attach Dispensing
0.001 ml Minimum Dispense Volume
Sub-milligram dispense capability supports the smallest MEMS and sensor die attach applications with precise control over adhesive volume per die site.
CCD Vision Alignment ±0.03 mm
Automatic optical alignment compensates for lead frame strip positioning variation, placing the adhesive pattern accurately on every die pad across the full strip.
Bond Line Thickness Control via Volume Dosing
Precise volumetric dosing per die pad, combined with known die placement force, achieves repeatable bond line thickness — critical for power semiconductor thermal performance.
High-Speed Multi-Site Dispensing
800 mm/s axis speed completes die attach dispensing across full lead frame strips at rates compatible with 3,000–8,000 units per hour assembly lines.
Pattern Library for All Die Sizes
Pre-built dot, cross, multi-dot array and full-coverage dispensing patterns scale automatically from die dimensions — covering the full range from MEMS to power device die sizes.
Conductive & Non-Conductive Material Compatible
Handles silver-filled conductive epoxy, thermally conductive adhesive and non-conductive die attach films through interchangeable valve configurations on the same platform.
Lead Frame Strip Programme Import
Import lead frame strip layout data to auto-generate dispensing coordinates for all die sites — supporting rapid changeover between different package families.
Inline Die Bonder Integration
SMEMA-compatible conveyor integration links SANCO dispensing machines directly into die bonding lines between lead frame loading and die placement stations.
The Die Attach Dispensing Process Step by Step
Die attach dispensing must deliver precise, repeatable adhesive volume across diverse die sizes and substrate types. SANCO equipment supports every stage.
Lead Frame Inspection & Load
Lead frame strip or substrate loaded and inspected for surface defects. CCD vision captures die pad positions across the strip.
Pattern & Volume Calculation
Dispensing programme selects pattern type and volume based on die dimensions stored for the package family being processed.
Precision Multi-Site Dispensing
SANCO machine dispenses adhesive across all die sites on the strip with ±0.03 mm positioning accuracy and controlled volume per site.
Die Placement & Vision Verification
Die placed by pick-and-place system. Squeeze-out coverage verified by vision inspection to confirm complete, bridge-free fillet formation.
Cure & Bond Quality Verification
Thermal or UV cure per material specification. Sample X-ray or cross-section inspection verifies bond line thickness and void content.
Die Attach Material Types & SANCO Compatibility
SANCO dispensing machines handle all adhesive die attach material types used in semiconductor packaging.
| Material Type | Viscosity Range | Cure Method | Typical Application | SANCO Compatibility |
|---|---|---|---|---|
| Silver-Filled Conductive Epoxy | 5,000 – 30,000 mPa·s | Thermal 150–175°C, 30–60 min | Electrically and thermally conductive die attach for power semiconductors, RF devices and discrete components | Recommended |
| Non-Conductive Epoxy | 3,000 – 20,000 mPa·s | Thermal 150°C, 30–60 min | Electrically isolating die attach for stacked die packages and multi-chip modules requiring isolation | Recommended |
| Thermally Conductive Non-Conductive Adhesive | 10,000 – 50,000 mPa·s | Thermal 150–175°C | High thermal conductivity without electrical conductivity for sensitive analog and RF die attach | Recommended |
| Snap-Cure Epoxy (High Throughput) | 5,000 – 25,000 mPa·s | Thermal 200°C, 5–15 min | Fast-cure die attach for high-volume lead frame assembly lines requiring minimal cure oven dwell time | Recommended |
| UV-Cure Die Attach Adhesive | 2,000 – 15,000 mPa·s | UV 365 nm, 10–30 s | Rapid-cure die attach for UV-transparent substrates; used in optical sensor and MEMS die bonding | Recommended |
Frequently Asked Questions
How does SANCO control bond line thickness for power semiconductor die attach?
SANCO dispensing machines precisely meter the adhesive volume per die pad based on die area and target bond line thickness. Since die placement force is consistent in automated die bonders, controlling dispensed volume directly controls the resulting bond line thickness after squeeze-out. Contact our application engineers to validate volume calculations for your specific die and BLT target.
What dispensing pattern does SANCO recommend for large power device dies?
For dies larger than 5×5 mm, SANCO recommends a multi-dot or cross dispensing pattern rather than a single central dot. This ensures adhesive flow distance during die placement squeeze-out remains short enough to achieve void-free coverage under the entire die, particularly at the die corners which are furthest from a single-point dispense location.
Can SANCO machines prevent adhesive bridging on closely spaced multi-die substrates?
Yes. SANCO's closed-loop volume control combined with CCD vision-verified die pad spacing ensures dispensed adhesive volume is calculated to produce squeeze-out that stays within each die's allocated pad area, even at die-to-die spacing as tight as 0.2 mm.
What throughput can SANCO dispensing machines achieve for lead frame strip processing?
SANCO high-speed dispensers achieve dispensing cycle times under 0.5 seconds per die site, supporting lead frame assembly lines processing 3,000–8,000 units per hour depending on strip configuration and die count per strip.
Does SANCO support both conductive and non-conductive die attach materials on the same machine?
Yes. SANCO dispensing machines use interchangeable valve heads and material-specific barrel configurations, allowing changeover between silver-filled conductive epoxy and non-conductive die attach adhesives within 15–30 minutes for mixed-product assembly lines.
Where can I learn about other semiconductor packaging dispensing applications?
Visit our Applications section for guides covering chip underfill, wafer-level packaging dispensing, glob top encapsulation and dam and fill processes. For equipment specifications, see our dispensing machine product pages.